What is MOM in Manufacturing? Complete Guide

In modern manufacturing facilities, every second generates thousands of data points; however, unless this data is interpreted, it does not contribute to operations. The lack of communication between different departments within a factory often leads to the formation of “data silos.” At this point, a comprehensive management architecture that brings together all functions surrounding production comes into play: MOM manufacturing (Manufacturing Operations Management). This architecture functions like the digital nervous system of the factory, enabling the integrated management of all processes such as production, quality, maintenance, and inventory. As a result, processes become transparent and are optimized end-to-end, achieving sustainable operational excellence.
What is MOM?
Professionals new to the manufacturing world and digitalization teams often encounter the question “What is MOM?” when they begin researching how to standardize processes. This concept is a broad discipline defined by ISA-95 standards as Level 3 manufacturing activities, encompassing all operations such as production execution, quality, maintenance, and inventory management. It does not only focus on how much output machines produce, but also tracks under which conditions, with what quality standards, and at what cost these products are manufactured. Manufacturing Operations Management strategies aim to bring the entire lifecycle of a factory under a digital discipline.
We can define a MOM system as the management layer that acts as a bridge between automation systems at the lower level of the factory and ERP software at the upper level. Through this layer, financial data and the physical reality of the production floor are aligned in full harmony. This structure, which forms the corporate memory of businesses, ensures that knowledge becomes independent of individuals and transforms into a system-based asset.
These systems do not merely observe production operations; they also minimize the margin of error by creating standardized workflows. When operators and managers make decisions based on the same dataset, the culture of transparency within the factory reaches its highest level. Equipped with advanced analytical capabilities, these structures have the potential to generate future predictions by learning from past data.
In today’s world, where customer demands are constantly changing and product lifecycles are shortening, static production models are destined to fail. A MOM system introduces dynamism into production processes, making the factory resilient to sudden changes. With the implementation of these systems, paper-based tracking processes come to an end and are replaced by digital dashboards that update within seconds.
MOM vs MES
In the landscape of industrial digitalization, the distinction between MES and MOM is pivotal for strategic decision-making. While these terms are frequently used interchangeably, they represent different architectural scopes within the smart factory ecosystem. Manufacturing Execution Systems (MES) traditionally focus on the real-time execution of production tasks directly on the shop floor. They are designed to act as the primary interface between the physical machinery and the higher-level enterprise systems.
Manufacturing Operations Management (MOM) serves as a broader, more comprehensive framework that encompasses MES as one of its core components. Based on the ISA-95 international standard, MOM extends its reach beyond mere execution to include quality management, maintenance coordination, and inventory tracking. It provides a holistic view of the entire manufacturing facility rather than focusing solely on the assembly line. This “umbrella” approach ensures that all supporting departments are synchronized with the actual production flow.
The fundamental difference lies in the breadth of integration and the complexity of the data being orchestrated. An MES is primarily concerned with “how” a product is being made in terms of machine status and output. Conversely, a MOM system evaluates “how well” the entire operation is performing by correlating production data with maintenance cycles and quality benchmarks. This broader perspective allows for deeper cross-functional analysis and more robust process optimization across the organization.
Core Modules of MOM
The strength of a management platform is measured by the breadth of the functions it covers and how well these functions are integrated with each other. Comprehensive MOM software penetrates every vein of production, identifying efficiency losses down to the smallest detail. These structures are not just a software module, but a set of tools that support the manufacturing philosophy. Each module is responsible for managing a critical dataset for the overall success of the factory.
At the core of the MOM architecture lies the standardization of operations on the shop floor. This standardization ensures consistent output quality across all shifts and operators. The scope offered within Manufacturing Operations Management represents the digital reflection of the journey from raw material intake to product shipment. Any anomaly that occurs during this journey is instantly detected by the system, and relevant units are notified.
Quality management
In manufacturing, quality is not only about inspecting the final product but about controlling the entire production process. Quality management modules within a MOM system monitor the course of production using Statistical Process Control (SPC) techniques. If a parameter tends to move خارج the defined tolerance limits, the system can stop production or generate alerts. In this way, intervention occurs before defective products are produced, significantly reducing scrap rates.
The digitalization of quality processes is also highly important for traceability. It is possible to identify within seconds which raw material batch, which machine, and which parameters were used to produce a product. MOM software stores quality records digitally, facilitating audit processes and preventing data entry errors caused by human factors. This acts as a protective shield for businesses, especially in regulated industries where high standards are mandatory.
In traditional quality management approaches, data is usually analyzed after production is completed; however, in Manufacturing Operations Management, quality is an integral and real-time part of production. Operators verify approvals at every step by following digital checklists within the system. This proactive approach directly impacts profitability by reducing customer complaints and protecting brand reputation.
Production planning
One of the biggest bottlenecks in production environments is static plans that cannot adapt to dynamically changing conditions. Advanced MOM systems optimize production with finite capacity planning and scheduling capabilities. In the event of an unplanned machine downtime or a delayed raw material shipment, the system can recalculate the entire plan. This flexibility minimizes downtime and ensures the most efficient use of resources.
The planning process includes not only machines but also human resources and equipment. Data such as which personnel are more skilled in certain work orders or which mold performs best on which machine are incorporated into planning. Through Manufacturing Operations Management, differences between theoretical capacity and actual performance are analyzed, enabling more realistic production schedules. This leads to improved adherence to delivery times and increased customer satisfaction.
Scheduling modules also optimize complex production sequences, reducing setup times. By enabling the consecutive production of similar products, they save time on cleaning or mold changes. Modern MOM software can also consider energy costs during these optimizations. The resulting plan becomes a strategic document that accounts for all factory constraints and enhances efficiency.
Maintenance systems
The health of machines is a fundamental requirement for production continuity. The maintenance management module supports predictive maintenance strategies by monitoring real-time data from machines, enabling intervention before failures occur. Instead of the traditional “fix it when it breaks” approach, a data-driven “prevent it before it breaks” approach is adopted. This prevents unplanned downtime and ensures uninterrupted production during peak periods.
Synchronizing maintenance activities with production plans is one of the greatest MOM benefits. The maintenance team can identify when a machine will be idle and plan interventions accordingly. At the same time, spare parts inventory used during maintenance is tracked through the system, preventing critical shortages. This integration reduces maintenance costs while extending machine lifespans.
Maintenance management within the MOM system automatically calculates metrics such as team performance and MTBF (Mean Time Between Failures). These insights clearly reveal which machines have reached the end of their investment lifecycle or which components are prone to recurring issues. Processes managed through comprehensive MOM software create a proactive safety layer that reduces technical risks within the factory.
Benefits of MOM Systems
In modern production environments, companies need more than just data—they need systems that turn data into measurable business value. A well-implemented MOM system enables this transformation by connecting all operational layers and driving continuous improvement across the factory.
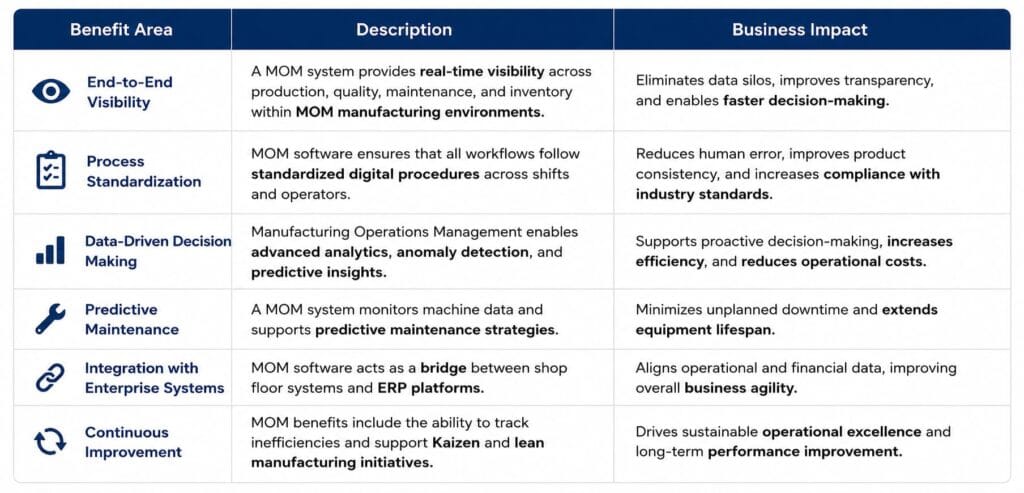
The real value of Manufacturing Operations Management lies in its ability to create a connected, data-driven production environment where every decision contributes directly to efficiency, quality, and long-term competitiveness.
Use Cases of MOM
MOM application areas are not limited to the production line alone; they cover a broad set of functions extending from quality laboratories to warehouse intake points. Each of these areas exchanges data with one another as a component of the Manufacturing Operations Management strategy. The table below summarizes the main application areas of these systems within the factory and their operational impact:
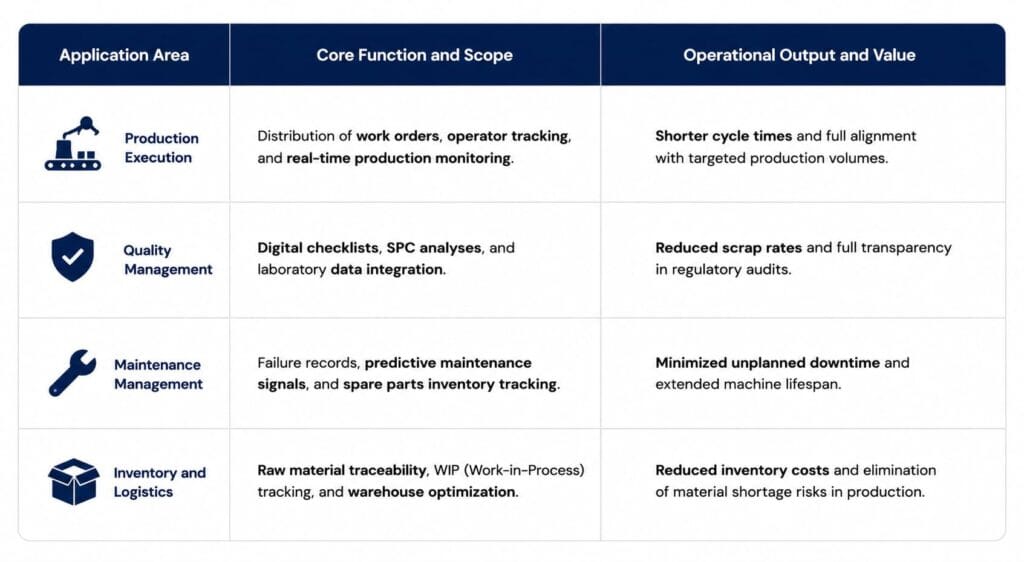 When the table above is examined, it becomes clear that MOM application areas and the solutions they provide actually function like interlocking gears that complement one another. Tracking only production data in a factory means focusing solely on the visible part of the iceberg. Establishing true Manufacturing Operations Management is only possible when all of the functions listed in this table are synchronized on a digital platform. This holistic approach breaks down data silos between departments and enables the factory to operate with a shared intelligence.
When the table above is examined, it becomes clear that MOM application areas and the solutions they provide actually function like interlocking gears that complement one another. Tracking only production data in a factory means focusing solely on the visible part of the iceberg. Establishing true Manufacturing Operations Management is only possible when all of the functions listed in this table are synchronized on a digital platform. This holistic approach breaks down data silos between departments and enables the factory to operate with a shared intelligence.
Restructure Your Production with the Power of Data
Identify your losses in real time and optimize your operations with AI-driven recommendations. Increase production speed while reducing costs with our advanced MOM software platform. Take the next step in your digital transformation journey with a globally recognized and reliable MOM system — Schedule Your Free Demo